Způsob ohýbání trubek je určen způsobem činnosti ohýbačky trubek, ohýbačky trubek nebo ohýbačky trubek. V praxi existuje mnoho způsobů, jak ohýbat trubky. Zde jsou ty hlavní:
1. Ohýbání trubek metodou válcování
2. Ohýbání trubek metodou vinutí
3. Ohýbání trubek metodou tažení
4. Ohýbání trubek metodou válcování
5. Ohýbání trubek na 2 podpěrách
6. Ohýbání trubek metodou protahování
7. Ohýbání trubek vnitřním hydrostatickým tlakem
8. Ohýbání trubek průvlakem se zakřivenou osou
9. Ohýbání trubek pomocí kopírek
Existují také takzvané „staromódní“ způsoby ohýbání trubek jejich plněním pískem, plněním speciální snadno tavitelnou směsí a instalací snadno vyjímatelné pružiny. Takové „staromódní“ metody ohýbání trubek jsou použitelné při provádění jednoho nebo více ohybů a nejsou použitelné pro výrobu ohýbání trubek.
Při hledání ohýbačky trubek pro výrobu trubkových dílů je vhodné zaměřit se na čtyři hlavní způsoby ohýbání trubek za studena, jako jsou:
navíjení / válcování / válcování / ohýbání trubek na dvou podpěrách
Volba způsobu ohýbání trubek a odpovídající ohýbačka trubek závisí na průměru trubky, tloušťce stěny trubky, materiálu trubky, poloměru ohybu, požadované přesnosti, kvalitě ohybu, požadovaném počtu ohýbaných dílů, opakovatelnosti výrobků a řadě dalších faktorů.
Ohýbačky trubek metodou navíjení
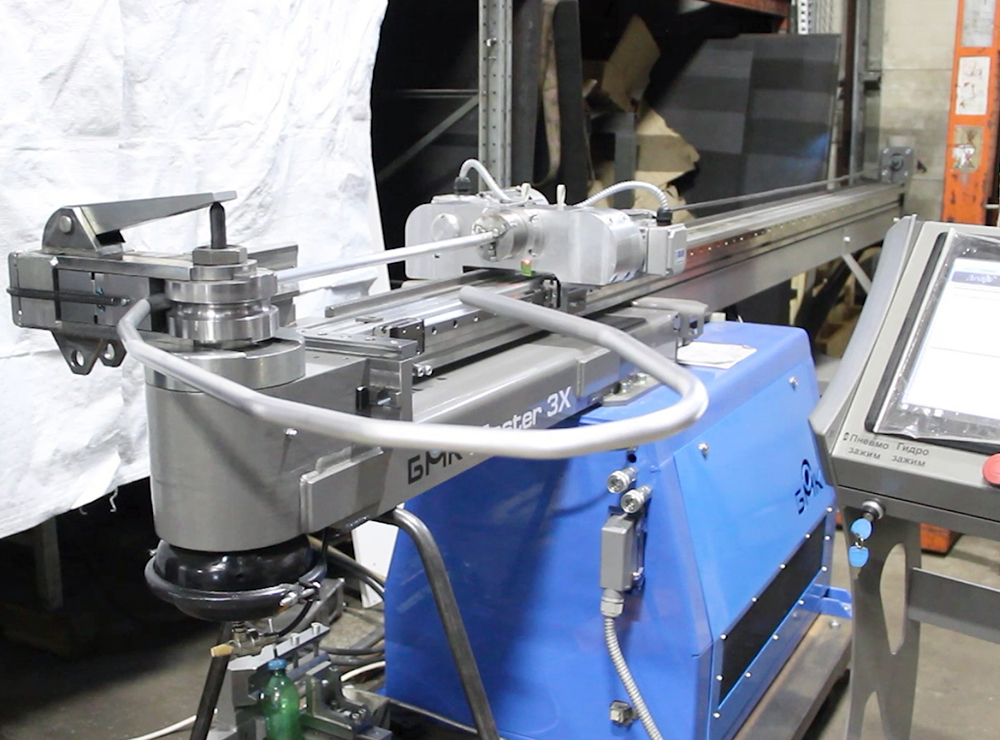
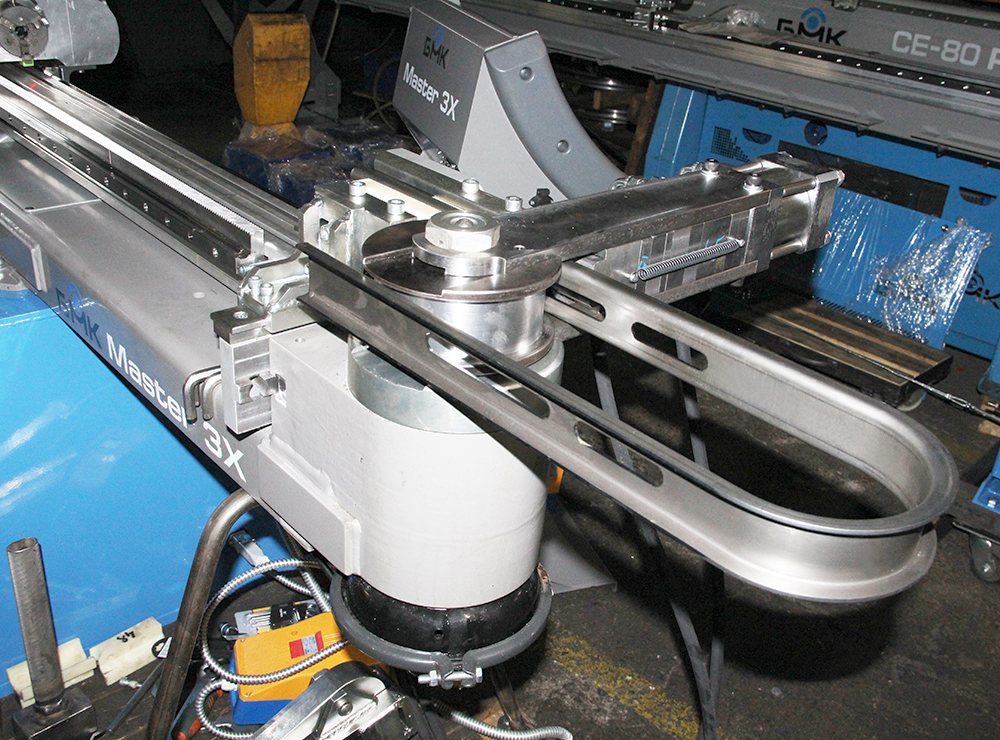
Ohýbačky trubek pracující metodou navíjení se nejčastěji používají k ohýbání trubek v leteckém a kosmickém průmyslu, automobilovém průmyslu, konstrukci traktorů, ve všech oblastech strojírenství, ale i při výrobě nábytku. Takové ohýbačky trubek umožňují získat vysoce kvalitní ohyby trubek při malých poloměrech ohybu (od 1,5 průměru trubky) zajišťující vysokou a absolutní opakovatelnost geometrie prostorového ohýbání dílů.
Ohýbačky trubek pracující metodou navíjení se pro svou vysokou produktivitu používají častěji v hromadné, velkosériové a sériové výrobě, nicméně jak v kusové, tak i experimentální výrobě umožňuje tento způsob ohýbání trubek dosáhnout vynikajících výsledků.
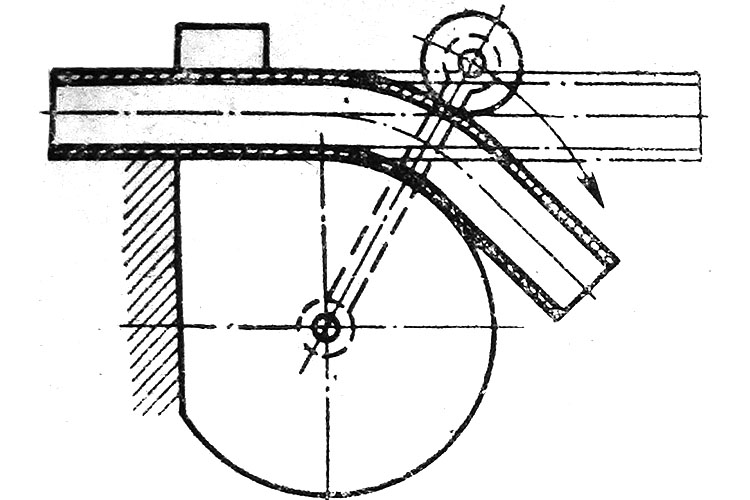
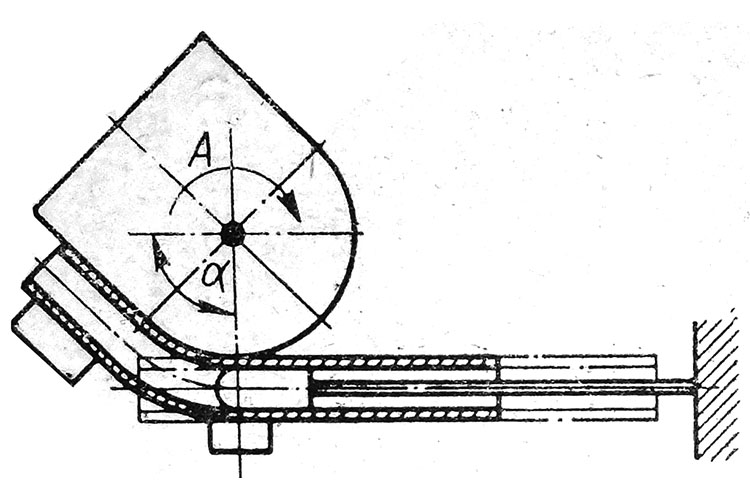
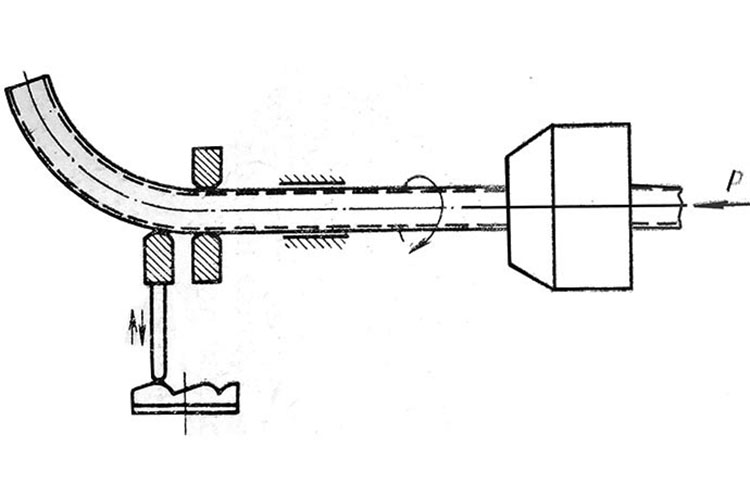
Princip činnosti ohýbačky trubek pracující metodou navíjení spočívá v tom, že trubka navlečená na trnu ohýbačky trubek je přitlačována svorkou proti drážce ohýbacího válce, která se spolu s upínačem otáčí kolem své osy. , táhne trubku s sebou a navíjí ji na ohýbací válec podél poloměru drážky ohýbacího válce do požadovaného úhlu ohybu. V tomto případě je opěrným bodem pro ohýbání trubek vložení kluzné patky a trn umístěný uvnitř trubky nedovolí trubce změnit původní průřez (tvar) trubky.
Nutno podotknout, že vysunutím trnu na ohýbačku trubek se upraví ovalita trubky v místě jejího ohybu. V praxi BMK LLC se vyskytly případy, kdy při trnovém ohýbání trubek metodou navíjení bylo dosaženo hodnoty ovality (změny průřezu) trubky maximálně 0,2-0,3 %. Ohýbačky trubek vyráběné BMK LLC, téměř vždy při ohýbání trubek trnem na poloměr ohybu 2D, zajišťují oválnost trubky v místě ohybu maximálně 4 %, což je dostatečné pro jakýkoli produkt, ať už jsou to rakety, letadla , auta nebo jiné technicky složité mechanismy.
Práce takových ohýbaček trubek a ohýbaček profilů by měla být rozdělena do dvou etap:
Ohýbačka trubek využívající metodu navíjení může pracovat jak s trnem, tak bez něj.
Trnové ohýbačky trubek a ohýbačky trubek umožňují ohýbat tenkostěnné trubky na poloměr ohybu 2 průměry trubek a silnostěnné trubky – od 1,5 průměru trubek, bez tvorby zvlnění, s kvalitou ohybu, která odpovídá požadavkům kosmický a letecký průmysl, jaderná tepelná energetika a všeobecné strojírenství.
Bezmandlové ohýbačky trubek zajišťují ohýbání pouze silnostěnných trubek na poloměr větší než 3÷4 průměry trubek a při bezmanuálním ohýbání tenkostěnných trubek na zadané poloměry ohybu se na trubce vždy vytvoří záhyby nebo zvlnění ohýbání.
Trnové ohýbačky trubek pracující metodou navíjení umožňují ohýbání tenkostěnných trubek v různých rovinách s přímým úsekem mezi ohyby o průměru 1,5 trubky a se speciálním vybavením lze přímý úsek zmenšit na průměr trubky 0,1.
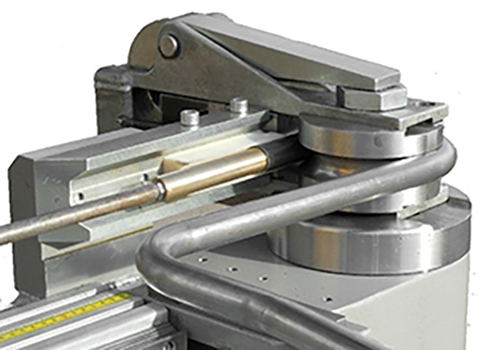
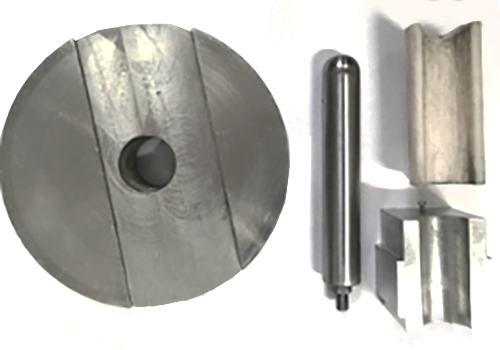
Zařízení pro trnovou ohýbačku trubek se skládá z:
1. Ohýbací válec, s drážkou pro konkrétní rozměr trubky, s pevně fixovaným průměrem válečku;
2. Trubková svorka s rukojetí pro konkrétní velikost trubky;
3. Vložka nebo válečky kluzné patky pro konkrétní velikost trubky;
4. Trn (může být tuhý nebo pružný) pro konkrétní velikost trubky a materiál;
5. Vyhlazovač vrásek (pouze pro tenkostěnné trubky s malými poloměry ohybu), pro určitou velikost trubky v kombinaci se specifickým průměrem ohýbacího válce.
Zařízení pro beztrnovou ohýbačku trubek pracující metodou navíjení je obdobné jako zařízení pro ohýbačku trnových trubek s tím rozdílem, že sada zařízení pro beztrnovou ohýbačku trubek neobsahuje trn a vyhlazovač rýh.
Ohýbačky trubek metodou válcování
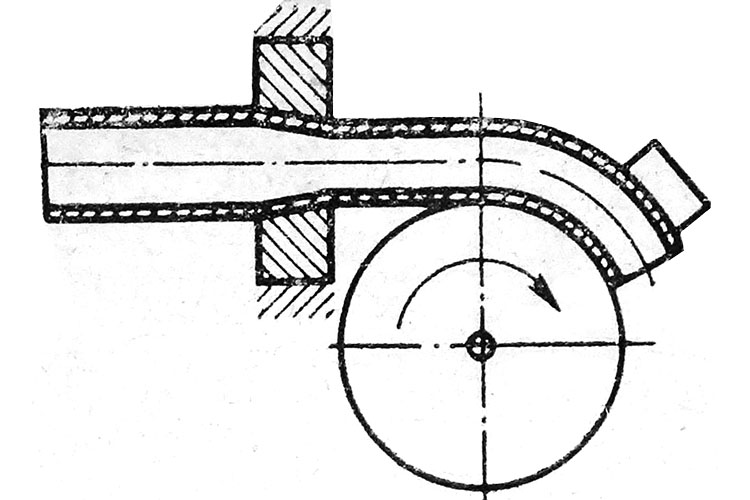
Ohýbačky trubek pracující metodou válcování mají široké uplatnění ve stavebnictví, ale i v malosériové a kusové výrobě. Princip činnosti ohýbaček trubek využívajících metodu válcování je přitlačování trubky proti proudu stacionárního ohýbacího válce pomocí válcovacího válce. Drážky odvalovacího válce a stacionárního válce ohýbačky trubek musí odpovídat standardní velikosti ohýbané trubky. K upevnění (upevnění) trubky na ohýbačce trubek dochází mimo oblast pohybu válcovacího válce.


Metodou válcování se ohýbají pouze silnostěnné trubky (např. na ohýbačkách trubek typu RE-60 TECHNIC s vnějším průměrem do 60 milimetrů) na axiální poloměr ohybu minimálně 3,5D, přičemž změna v průřezu tvaru (ovalita) trubky v místě ohybu může být až 10-12%. Pro dosažení stanovené hodnoty ovality trubky v místě jejího ohybu musí mít ohýbačky trubek a ohýbačky trubek tohoto typu zařízení, které umožňuje nastavit mezeru mezi stacionárními a odvalovacími válečky ohýbačky trubek.
V případech, kdy je potřeba vyrábět jednoduché díly s jedním nebo více ohyby, u kterých nejsou požadavky na kvalitu ohybu – zachování průřezu trubky v místě ohybu, zachování geometrie a prostorových parametrů výrobku použitelné jsou ohýbačky trubek a ohýbačky trubek pracující metodou válcování, protože takové ohýbačky trubek patří do skupiny nejlevnějších a nejjednodušších ohýbaček trubek.
Stroje na ohýbání trubek a profilů pro ohýbání trubek a profilů metodou válcování.
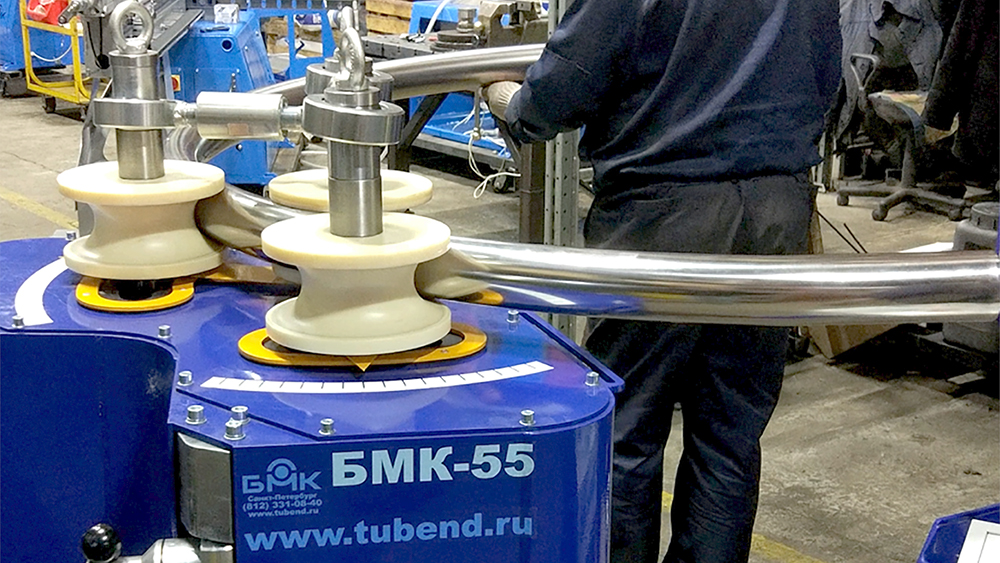
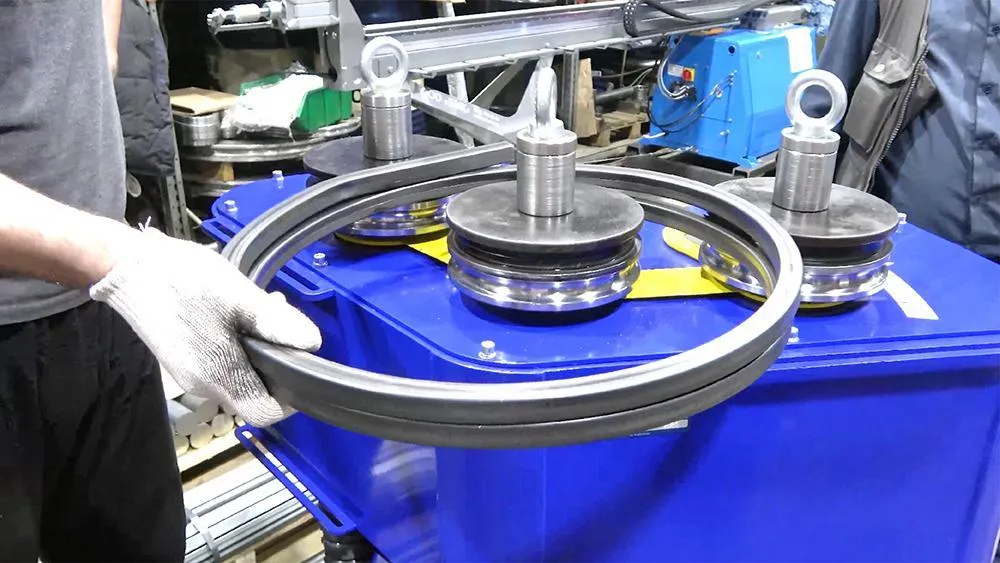
Válcové ohýbačky (3-válcové válečkové ohýbačky trubek) určené pro ohýbání trubek a speciálních profilů do prstenců, segmentových oblouků a spirál s daným stoupáním závitu spirály. Tyto ohýbačky trubek pracují s profily z jakéhokoliv materiálu – ocel, nerez, hliník, měď, titan a jejich slitiny.
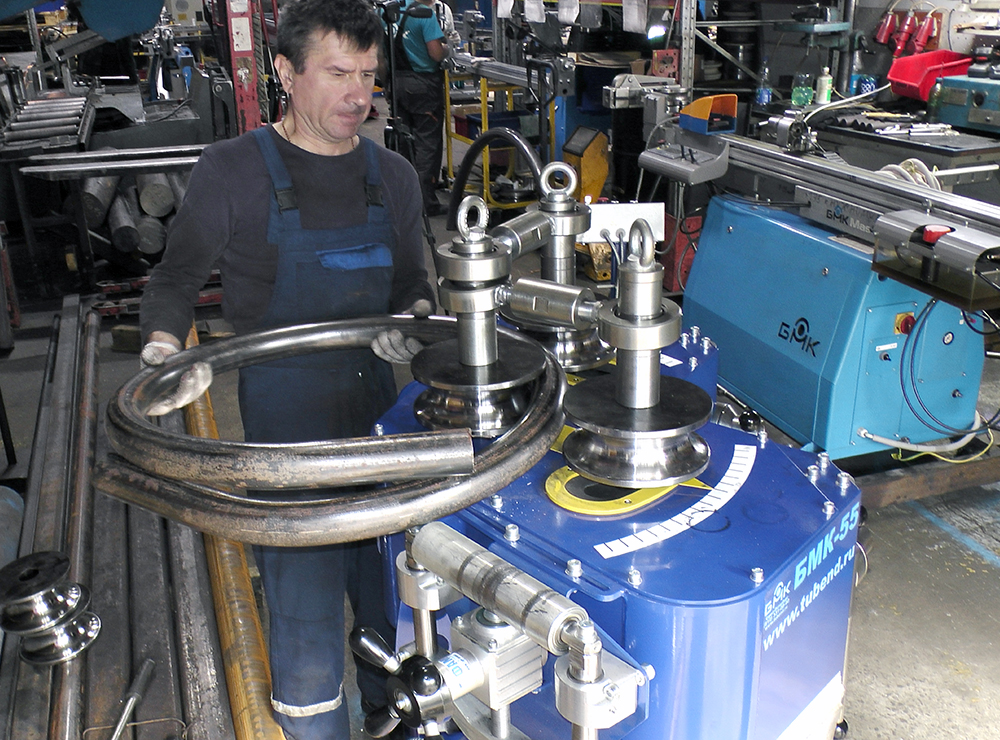

Práce takových ohýbaček trubek a ohýbaček profilů by měla být rozdělena do dvou etap:
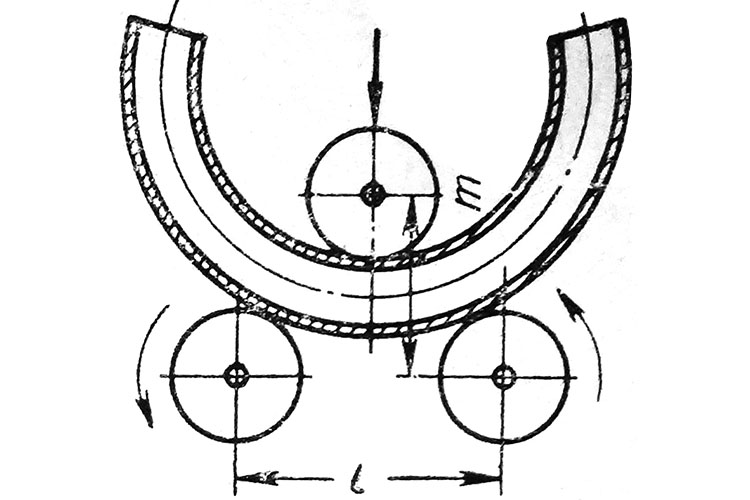
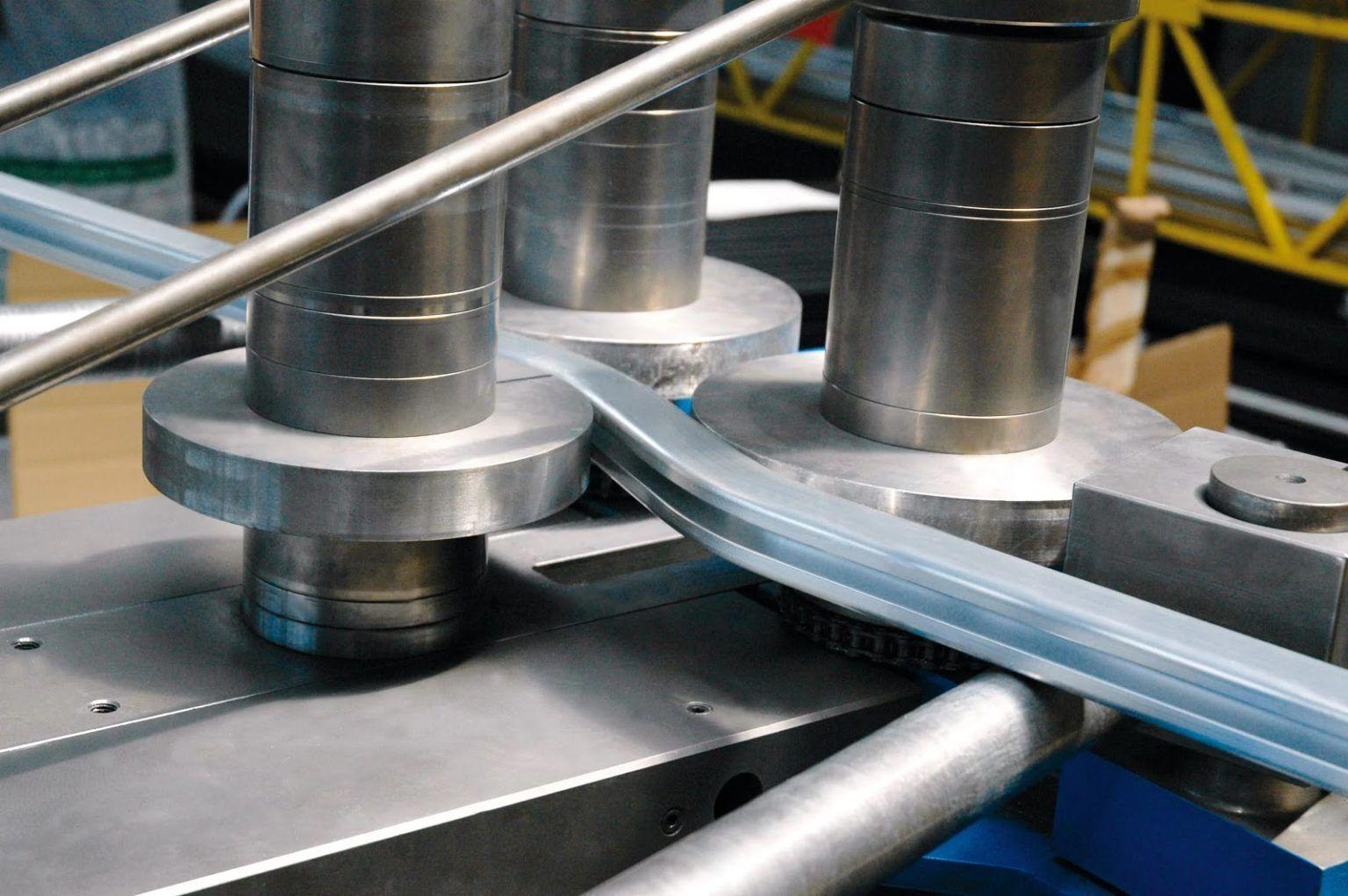
První fází je vytvoření předpětí na ohýbačce trubek – nastavení zakřivení a poloměru ohybu trubky. Toho lze dosáhnout působením síly se středním pohyblivým válečkem na trubku spočívající na dvou vnějších válečcích, nebo působením síly na trubku prostřednictvím dvou vnějších pohyblivých válečků na trubce spočívající na středním válečku;
Druhým stupněm je přímé ohýbání trubky, prováděné vlivem třecí síly mezi vodícími kladkami ohýbačky profilu a ohýbanou trubkou, kdy je trubka tažena třecí silou ve směru otáčení hnacích kladek a je ohnuta na poloměr daného zakřivení (předpětí).
Pokud při ohýbání trubky nebo profilu na strojích na ohýbání trubek a profilů není možné dosáhnout požadovaného poloměru ohybu v jednom běhu, pak se operace prvního a druhého stupně opakují, dokud se na stroji nezíská požadovaný poloměr ohybu. produkt.
Na válcích pro ohýbání trubek je minimální poloměr ohybu trubek pro velmi silnostěnné trubky 5, pro silnostěnné trubky – 10, pro tenkostěnné trubky – více než 10 průměrů trubek.
Zvláštní pozornost by měla být věnována práci v první fázi, protože síla vytvořená pro nastavení zakřivení (poloměru) ohybu trubky závisí na počtu hnacích válečků a třecí síle na nich.
Pro ohýbání železných kovů jsou válce pro ohýbání trubek vybaveny ocelovými ohýbacími válci a pro ohýbání leštěných trubek – kaprolonovými válci. Použití kaprolonových válců je však možné pouze na ohýbačky trubek vyráběné společností Baltic Machine-Building Company LLC – 3RE-60 (BMK-55) a 3RE-80 (BMK-55U) – jedná se o jedinou řadu válečkových ohýbaček trubek v svět, které mají koordinované úhlové rychlosti otáčení ohýbacích válců a lineární rychlosti válcování profilu podél všech 3 válců.
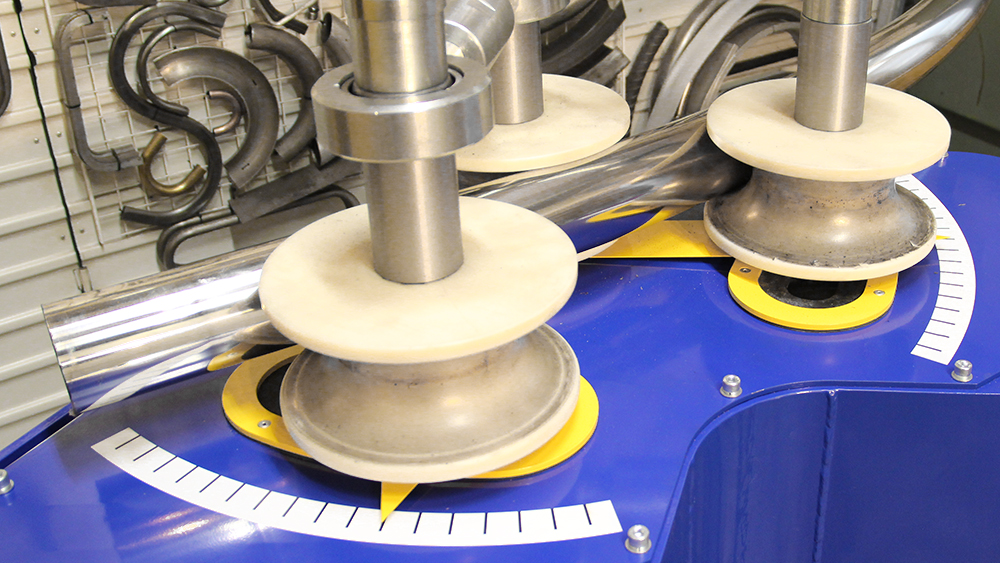
Kvalitní ohýbání trubek pomocí ohýbaček trubek a profilových ohýbaček je zajištěno přizpůsobením drážek ohýbacích válečků standardní velikosti trubky. Použití stohovacích válečků snižuje náklady na zařízení, ale výrazně snižuje kvalitu ohybů, zejména u tenkostěnných a leštěných trubek.
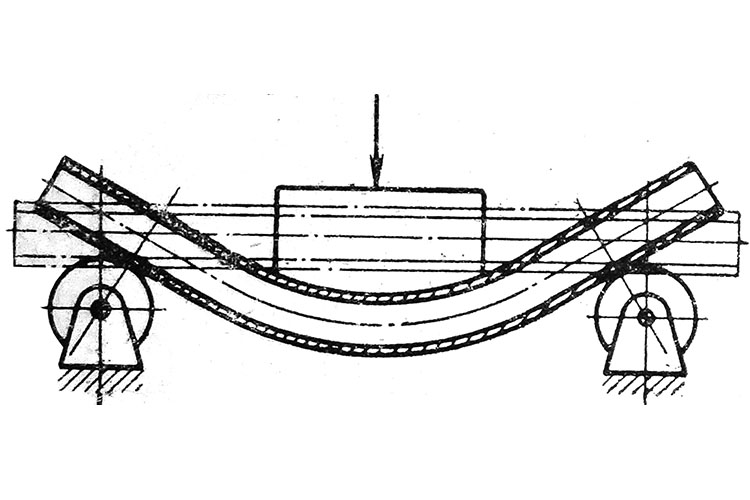
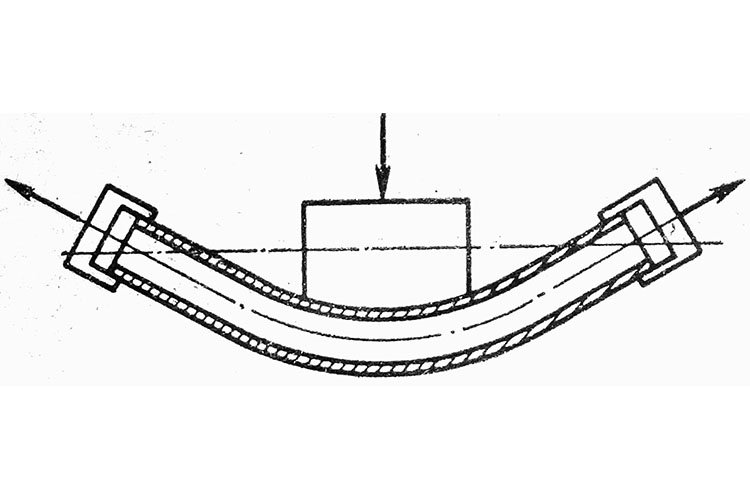
Ohýbačky trubek pro ohýbání trubek na dvou podpěrách
Při provádění prací na pokládce a opravách potrubí přímo na staveništi, ve stísněných podmínkách, ve sklepech apod. se hojně používají ohýbačky trubek typu kuše, jejichž principem je působení ohybové síly s ohybovým segmentem na potrubí ležící na dvou podpěrách. Ohýbací síla na ohýbací segment může být dodávána z hydraulického, pneumatického, elektrického nebo mechanického zdroje energie. Tento typ ohýbačky trubek je určen pro kusové ohýbání trubek ve stísněných podmínkách. Kvalita ohybů trubek u těchto typů ohýbaček trubek a opakovatelnost geometrie prostorových dílů v žádném případě neodpovídá požadavkům průmyslové výroby. Takové ohýbačky trubek typu kuše s pákovým a ráčnovým pohonem jsou však vyráběny a široce používány při provádění oprav v oblasti zásobování teplou a studenou vodou.
V tomto článku jsme zkoumali nejpoužívanější metody ohýbání trubek. Jiné způsoby ohýbání trubek se používají extrémně zřídka nebo vyžadují vysoké náklady na výrobu speciálních ohýbaček trubek s jejich nízkou produktivitou.
BALTSKÉ
STROJNÍ INŽENÝRSTVÍ
SPOLEČNOST
198097, Rusko, Petrohrad, Stachek Ave. 47
(území OJSC Kirov Plant)
Telefon/fax: +7 (812) 331-08-40, 331-39-70
Telefonní číslo závodu Kirov: 71-340, 71-390
125599, Rusko, Moskva, 78 km MKAD, č. 14, bldg. 1
Telefon/fax: +7 (495) 133-96-88
Pracovní doba: Po-Pá od 9 do 18. Fax: XNUMX hodin denně.
bmk.trubogib@mail.ru
Potrubí přepravuje kapalná a plynná média. Jsou po celé délce utěsněny, aby se snížilo riziko netěsností. Existují různé požadavky na potrubí, což určuje výběr způsobu jejich instalace – ohýbání se nazývá nejspolehlivější, ale musíte pochopit, jak technologie funguje.
Výhody ohýbání
Dvě běžné metody (svařování a závitové spoje) ne vždy poskytují úplnou ochranu proti netěsnostem. Důvodem je riziko prasknutí ve spoji v důsledku poškození oblasti, kde je změněna struktura kovu v důsledku svařování nebo v důsledku porušení závitu. Ohýbání trubek pomocí ohýbačky trubek tyto možnosti eliminuje.
Jeho výhody ve srovnání s jinými metodami:
- zachování průchodnosti trubek, protože odchylky od přípustných chyb při svařování zmenšují průměr v různých oblastech;
- nízká spotřeba kovu: není třeba přidávat produkty pro připojení částí potrubí (trysek);
- jednoduchost technologie, snížení pracnosti procesu;
- těsnost bez rizika netěsností, pokud je proces ohýbání potrubí správně proveden;
- struktura kovu není narušena, jako při výběru technologie svařování;
- při zachování typu komunikace se změní pouze konfigurace – počet ohybů a hodnota průměru po celé délce potrubí zůstává stejná.

Jemnosti ohýbání
Proces ohýbání závisí na vlastnostech materiálu. Standardním způsobem zpracování různých druhů kovů nebude možné dát výrobku požadovaný tvar. Mohlo by dojít k jeho poškození. Proces ohýbání trubek:
- na kov působí radiální a tangenciální síly;
- kvalita ohybu trubky je zaručena správným výpočtem, hlavní kritéria: podmínka zamezení kritické deformace, kritérium tenkostěnného výrobku, poloměr ohybu, úhel ohybu zohledňující pružnou deformaci;
- po odstranění zátěže hraje roli odpružení materiálu;
- Průměr je zachován a při ohýbání trubky nevznikají vrásky.
Když se vezmou v úvahu tyto faktory, získává technika vytváření kolen na kovovém profilu ohýbáním více výhod ve srovnání se svařováním a závitovými spoji.
Ohýbání za studena nebo za tepla
Při studiu metod ohýbání trubek se bere v úvahu řada parametrů:
- materiál produktu;
- rozměry průřezu;
- tloušťka kovové stěny;
- poloměr ohybu;
- mez deformace produktu;
- stupeň přesnosti ohýbání;
- ukazatele pevnosti a spolehlivosti potrubí.
Uvažují se způsoby ohýbání trubek: studená, horká technologie. To určuje, které kovové profily lze použít, protože každý případ má jiný přístup.
Ohýbání za studena

Metoda vytváří podmínky pro změnu konfigurace kovového profilu malého průměru. Je účinný při instalaci vodovodních a plynových systémů v domácnostech. Metoda je založena na vytváření tlaku na materiál. Existuje rozdíl v přístupech: kovové profily malého průměru lze ohýbat pomocí ručního nářadí, zatímco trubky velkých rozměrů se ohýbají na strojích.
Když je zvolena studená metoda, působí proti vnějším tlakovým silám zevnitř, jinak může dojít k deformaci kovového profilu. Potrubí se naplní pískem a zhutní. To je usnadněno instalovanou zástrčkou na jedné straně. Jakmile je kovový profil vyplněn, druhý otvor se uzavře. Existují i další omezovače, příkladem je pružina, která se vkládá do potrubí.
Ohýbání za studena se provádí ručním nářadím nebo speciálním zařízením: elektrické, hydraulické, elektromechanické ohýbačky trubek. Manuální verze je vhodná pro kovové profily s průřezem do 7 cm, tloušťkou stěny do 3 mm. Pro velkoprůměrové výrobky se používá produktivnější zařízení – ohýbačky trubek. Mění konfiguraci kovového profilu na libovolný poloměr.
Technologie ohýbání často vyžaduje použití trnu. Jedná se o kovovou tyč různých průměrů. Díky velkému počtu typů je snazší zvolit možnost ohýbání trubek libovolného průřezu.
Horká technologie

Metoda se používá při práci s kovovými profily velkého průřezu – od 10 cm.Tímto způsobem se zahříváním mění konfigurace trubek. To usnadňuje úkol, protože tloušťka kovu výrobků je často významná – od 3 mm. Ručně a pomocí strojů na ohýbání trubek nebude možné dosáhnout požadovaného výsledku bez rizika deformace.
Při výběru horké technologie se bere v úvahu minimální poloměr ohybu. Průměr potrubí také ovlivňuje. Tyto parametry určují délku vytápěné plochy. Je důležité si uvědomit, že velikost zaoblení by neměla překročit hodnotu trojnásobku průměru kovového profilu.
Technologie ohýbání trubek tímto způsobem je realizována ohřevem kovu na 800°C. Navíc je výsledek dosažen, pokud na začátku procesu teplota dosáhne 760 °C a ke konci klesne na 720 °C. Při zahřívání je důležité zabránit přeexponování kovového profilu, protože to povede ke snížení pevnostních vlastností.
V procesu ohýbání trubek tímto způsobem se také používá omezovač – písek. Kromě toho je vhodný pouze hrubozrnný křemen, předem kalcinovaný, jinak jeho částice spékají na stěnách, což povede ke zmenšení vnitřního průměru trubky. Kromě toho by písek neměl obsahovat velké částice, protože budou protlačovat stěny zevnitř. Omezovače hrají klíčovou roli – určují výsledek: zda lze zabránit deformaci potrubí.
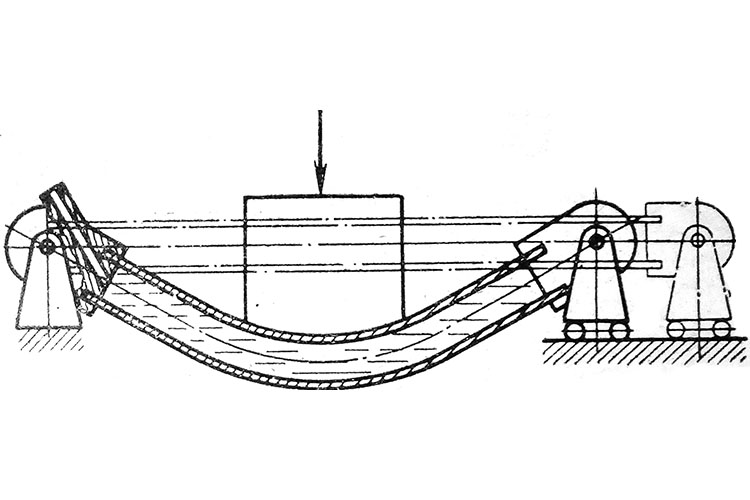
Ohýbání kovových profilů velkých průřezů se provádí ručně nebo mechanizovaně. Poslední možnost je realizována pomocí lana, navijáku a desky. Pro kontrolu kvality je připravena šablona. Umožňuje vám kontrolovat geometrii trubky během procesu ohýbání.
Výběr vybavení
Existují různé nástroje a zařízení, které umožňují měnit konfiguraci trubek různých průměrů, tvarů: silnostěnné, tenkostěnné atd. Seznam vybavení zahrnuje: ohýbačky trubek pro tenkostěnné, profilové, kulaté a čtvercové trubky. Složitost obsluhy strojů je dána principem činnosti mechanismu. Pokud se ohýbání provádí technologií za studena, vybírejte z ohýbaček trubek, které jsou založeny na různých provozních principech:
- válcovací technika: stroj fungující na jejím základě se používá, když neexistují žádné přísné požadavky na kvalitu ohýbacího úseku a průměr trubek není větší než 70 mm, princip fungování je vyvíjet tlak na vnější stranu kovový profil, kde se provádí ohýbání;
- technika navíjení: omezení průměru trubek jsou zjevnější – do 20 mm a existují různé stroje – s pevným a pohyblivým jezdcem, rolovacím válcem, princip činnosti ohýbačky trubek je založen na působení tlaku z uvnitř kovového profilu v oblasti, kde se provádí ohýbání;
- na dvou podpěrách: takový stroj je vhodný pro výrobky o průměru do 300 mm, trubka je držena na stojanech, tlak je vyvíjen uprostřed na opačné straně;
- technika tažení: metoda je vhodná pro trubky malého průřezu, princip činnosti stroje je založen na průchodu kovového profilu matricí, navíc je výrobek fixován, tato metoda je vhodná pro ohýbání trubek s malým poloměrem.
Pokud se používá vytápění, používají se stroje pracující na jiném principu:
- protahování: trubka se zahřeje, pak se tlačí podél jádra, ohýbačky trubek umožňují okamžitou kalibraci produktu;
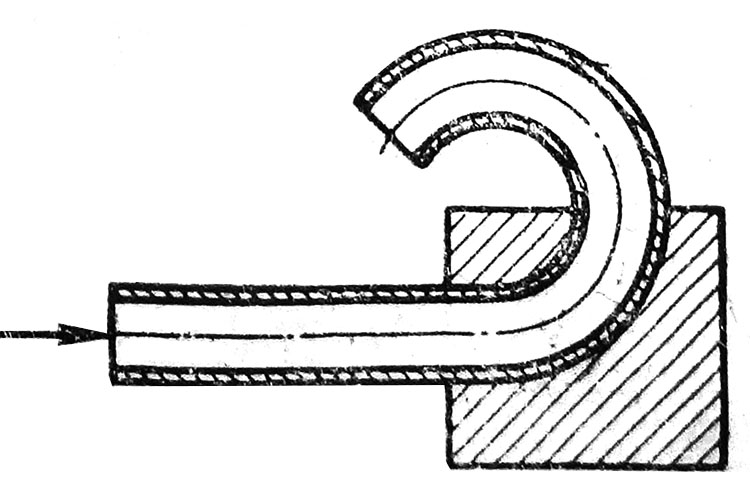
- ohýbání v zápustkách – metoda je vhodná pro výrobní provozy, kde je potřeba pracovat s výrobky ve velkých objemech;
- Ohřev HDTV: základem metody ohýbání je technika ohřevu trubky v prstencovém induktoru na 1000°C.
Jaký je rozdíl mezi zpracováním trubek z oceli a neželezných kovů?
Zachování tvaru průřezu, poloměru trubky při ohýbání, vzhledu záhybů a dalších vad závisí na tom, zda jsou zohledněny vlastnosti materiálu. Ocelový kovový profil je tuhý. Lépe drží tvar a ohýbání je kvůli vlastnostem materiálu komplikované. Neželezný kov je tažnější. Pokud plánujete změnit poloměr výrobků pomocí ohýbačky trubek, musíte při práci s různými materiály vzít v úvahu vlastnosti těchto procesů:
Můžete zvážit metodu ohýbání za tepla a za studena. Postup se neliší od postupu používaného pro práci s ocelovými profily, ale omezovač může být jiný – roztavená kalafuna (technologie za studena) nebo písek (pro ohýbání za tepla). V prvním případě jsou trubky předem vypáleny a ochlazeny. Používá se ruční nářadí a ohýbačky trubek, trnová zařízení.
Ohýbání se provádí ručně, pokud trubky nemají velký průměr. Stroje se používají pro velkorozměrové profily.
Pevnější materiál. K práci s ním se používají stroje. Trubky se také zahřejí na 400 °C a poté se ochladí v přirozených podmínkách.
Ohýbačky trubek s trnem a bez trnu – rozdíl
Pro zachování úseku při ohýbání profilu se volí ohýbačka trubek s trnem (trnem). Je to designově složitější. Takto se ohýbají trubky různých sekcí. Absence trnu zjednodušuje konstrukci stroje. Zároveň ale klesá i kvalita trubek. Bezmandlové stroje nechrání výrobky před oválností a záhyby. Používají se při ohýbání trubek za předpokladu, že poloměr je 3-4krát větší než průměr kovového profilu.
Stroje a ruční nářadí usnadňují práci s trubkami velkého a malého průměru. Ohýbají se, z tohoto důvodu se při instalaci potrubí můžete vyhnout svařování a závitování. Tato metoda je implementována několika způsoby: studená, horká technologie, různé typy ohýbaček trubek. Při výběru vezměte v úvahu parametry kovového profilu.
OBJEDNEJTE si zpětné zavolání!
Je třeba upřesnit cenu nebo informace o vlastnostech ohýbání trubek, profilu
nebo ohýbačky drátu? Zanechte své kontakty a my se vám ozveme.
















